In the context of global climate change and rising concerns over carbon emissions, pyrolysis technology has emerged as a key solution for reducing the environmental impact of waste. By transforming waste materials into valuable byproducts, such as fuel and chemicals, pyrolysis offers a sustainable approach to managing carbon-intensive waste streams. One of the most promising applications of this technology is in the treatment of plastic waste, which has long been a significant contributor to environmental pollution and carbon emissions.
Pyrolysis: A Carbon-Neutral Solution
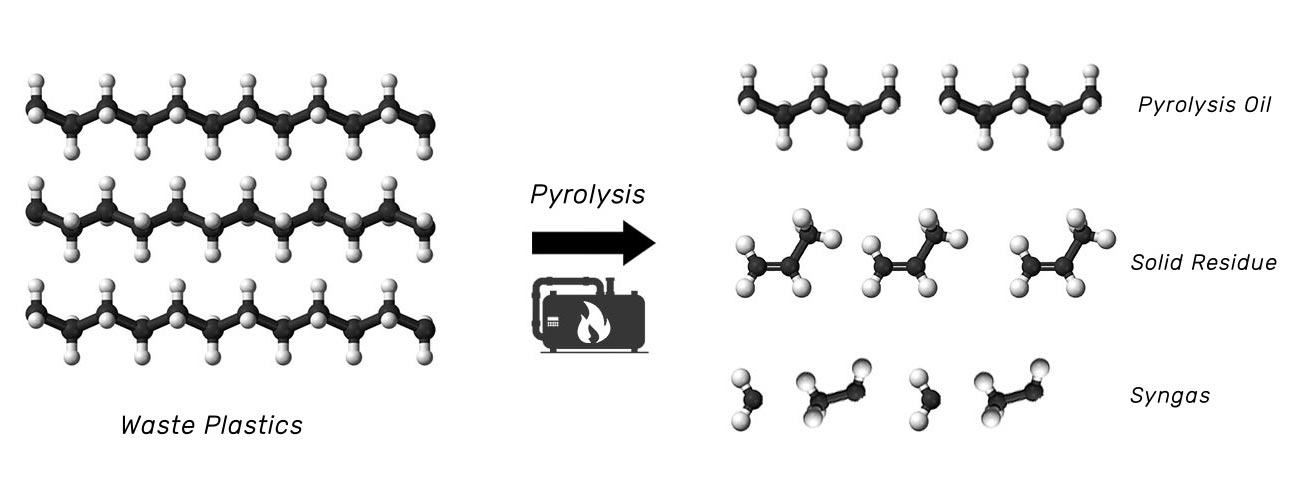
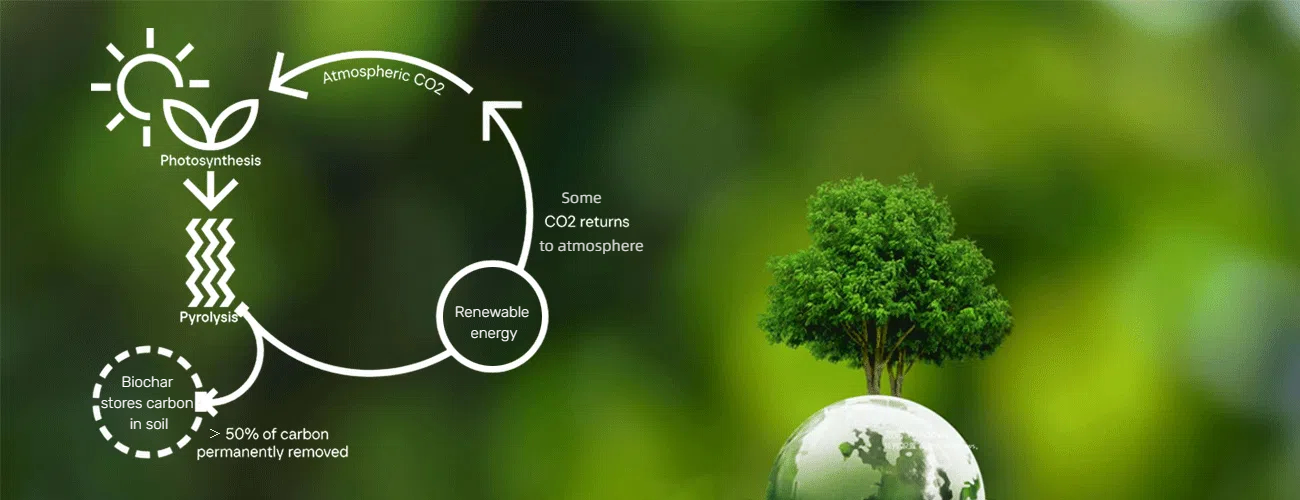
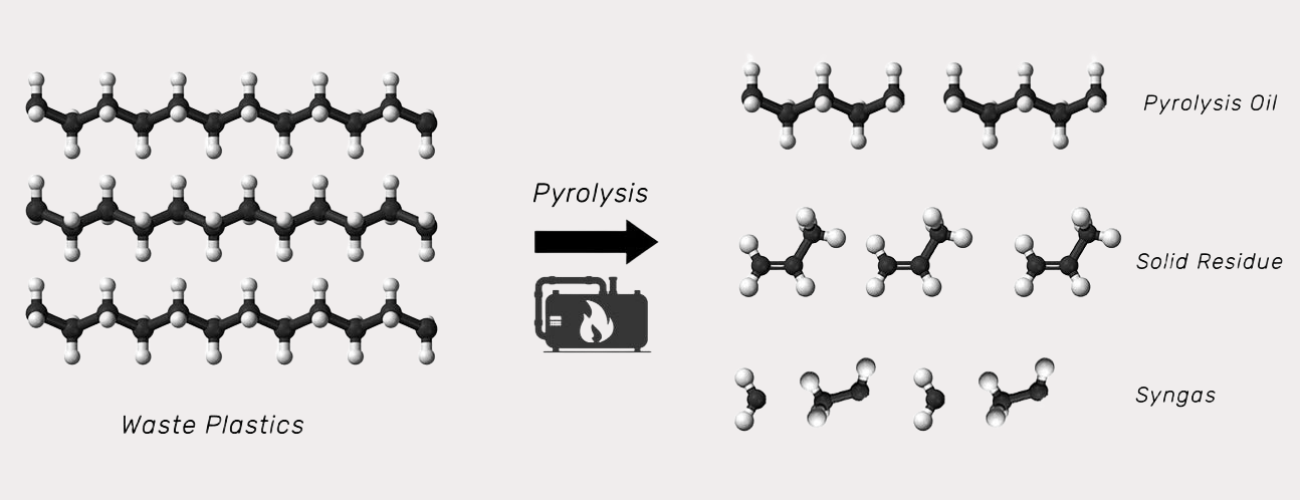
Pyrolysis is a thermochemical process that decomposes organic materials in an oxygen-limited environment, typically at elevated temperatures. Unlike traditional waste disposal methods, which often involve combustion and the release of greenhouse gases, the plastic to oil plant minimizes emissions while converting waste into useful byproducts like oil, gas, and solid char. This process contributes to carbon neutrality by reducing the amount of waste that would otherwise be incinerated or sent to landfills, both of which generate substantial carbon emissions.
The Role of Plastic Pyrolysis Machines
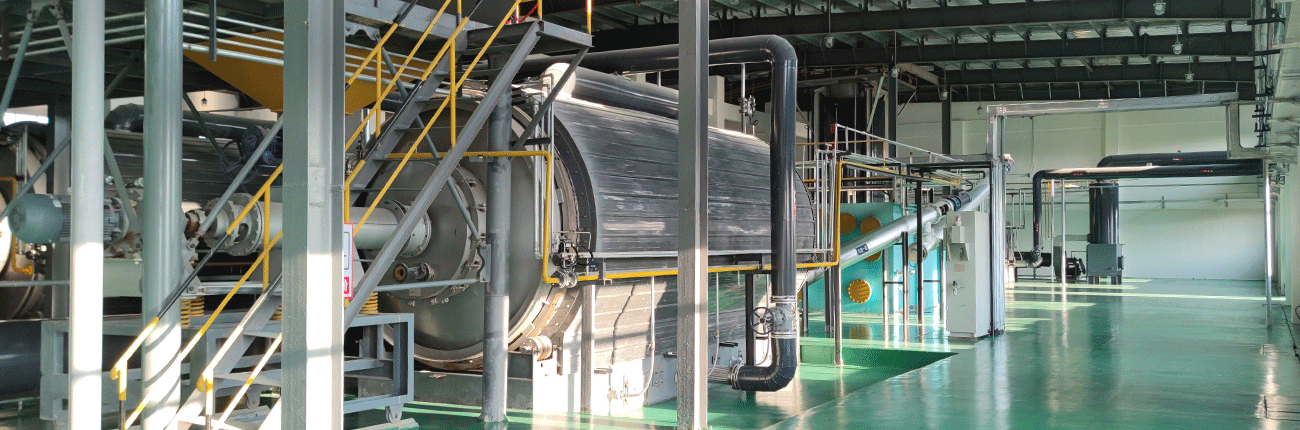
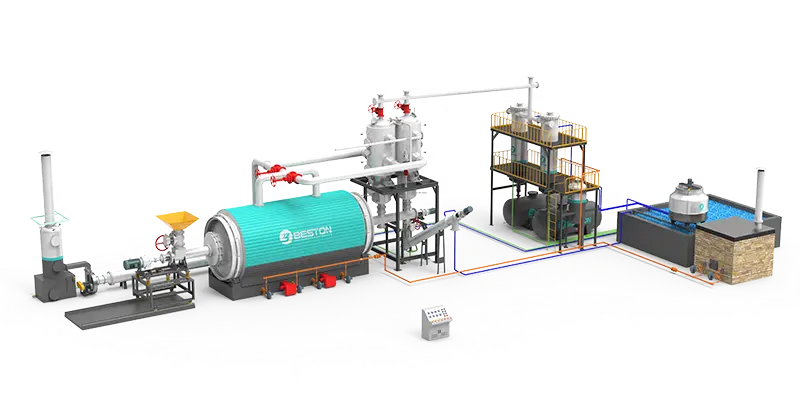
Plastic waste has become a global crisis, with millions of tons of plastic ending up in landfills and oceans each year. Traditional methods of plastic waste management, such as incineration, produce harmful carbon emissions. However, the advent of plastic pyrolysis machines has provided a more environmentally friendly alternative. These machines are capable of converting plastic waste into valuable products, including fuel oil, carbon black, and gas. The oil produced through this process can be used as a substitute for conventional fossil fuels, reducing the demand for petroleum and its associated carbon footprint.
By using a plastic pyrolysis machine to process waste, it is possible to mitigate the harmful emissions typically associated with plastic waste disposal. Not only does this technology help reduce landfill waste, but it also provides a renewable source of energy that can power industries and households, further diminishing the reliance on fossil fuels.
From Plastic to Fuel: A Pathway to Sustainable Energy
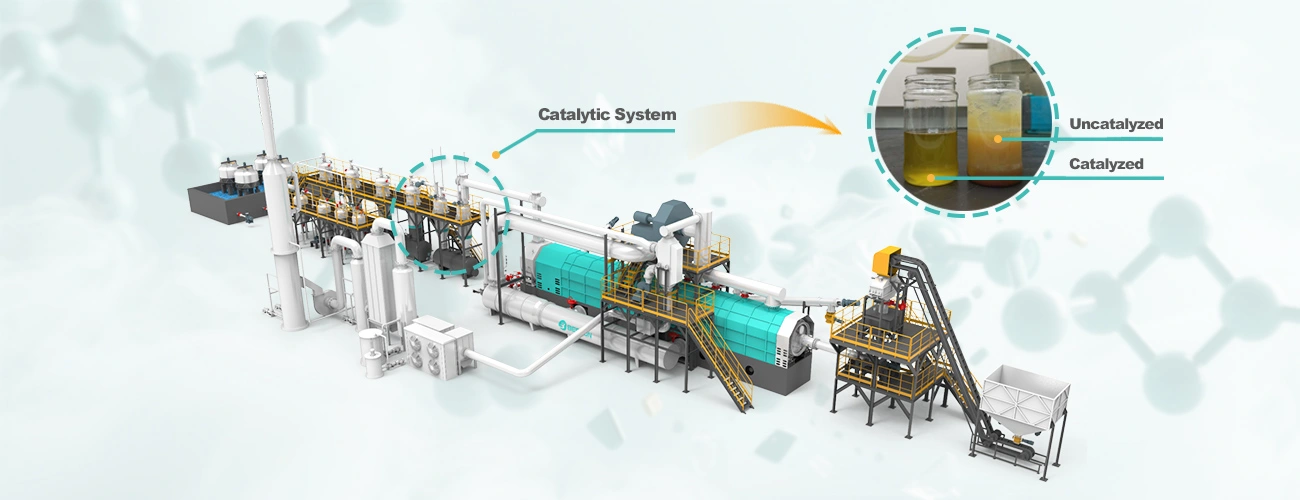
The process of converting plastic waste into fuel offers an innovative solution for addressing both waste management and energy production challenges. The plastic to fuel plant operates by breaking down plastic polymers at high temperatures, releasing liquid fuel oil and gases that can be harnessed for energy. This conversion significantly reduces the carbon footprint of both plastic waste disposal and traditional fuel production.
As the world faces increasing pressure to transition to cleaner energy sources, plastic pyrolysis presents a viable path forward. By integrating plastic into fuel machines into waste management systems, industries can both mitigate environmental pollution and generate renewable energy. This dual benefit makes pyrolysis technology a cornerstone of the circular economy, where waste is not merely discarded but repurposed for sustainable use.

Environmental Impact and Carbon Reduction
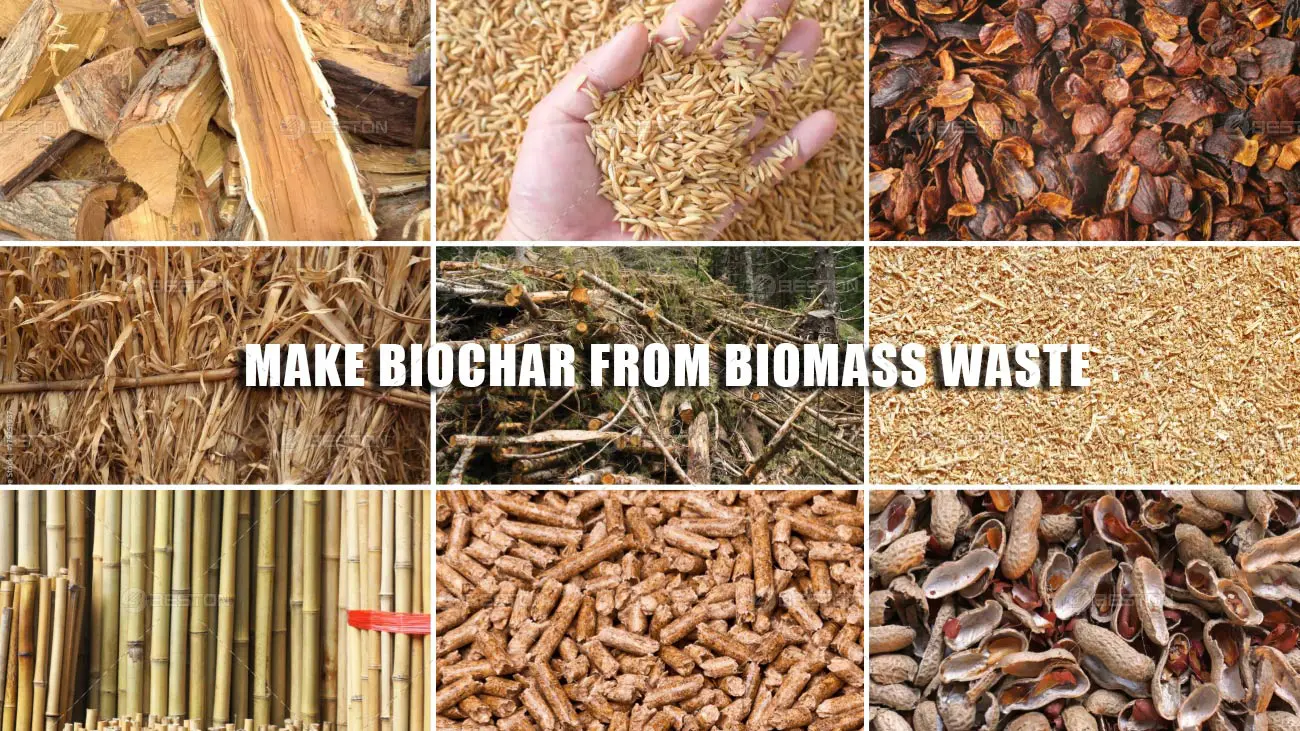
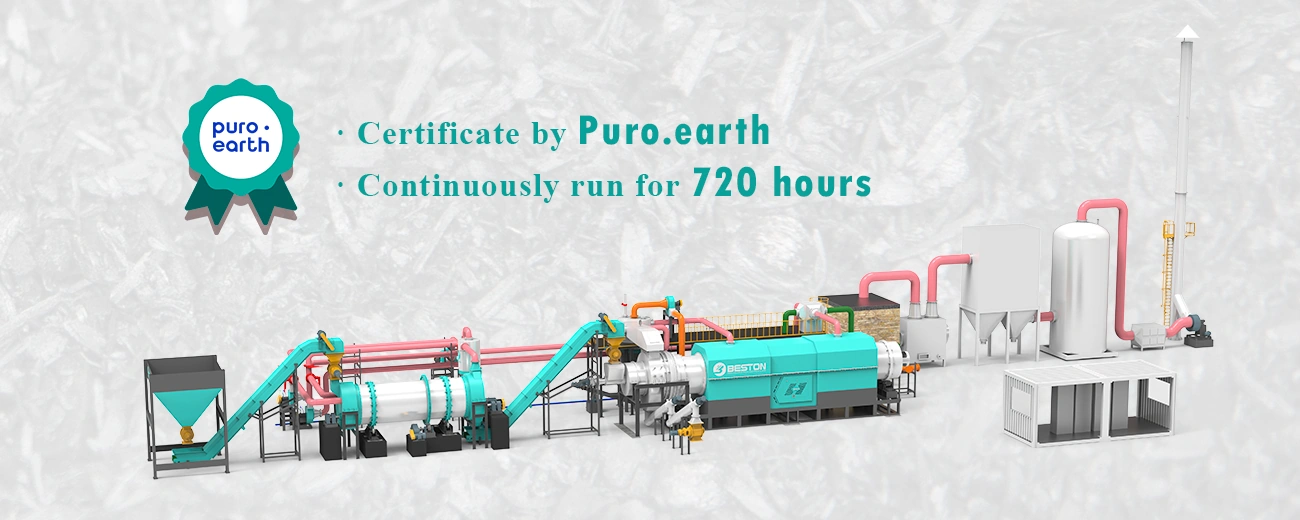
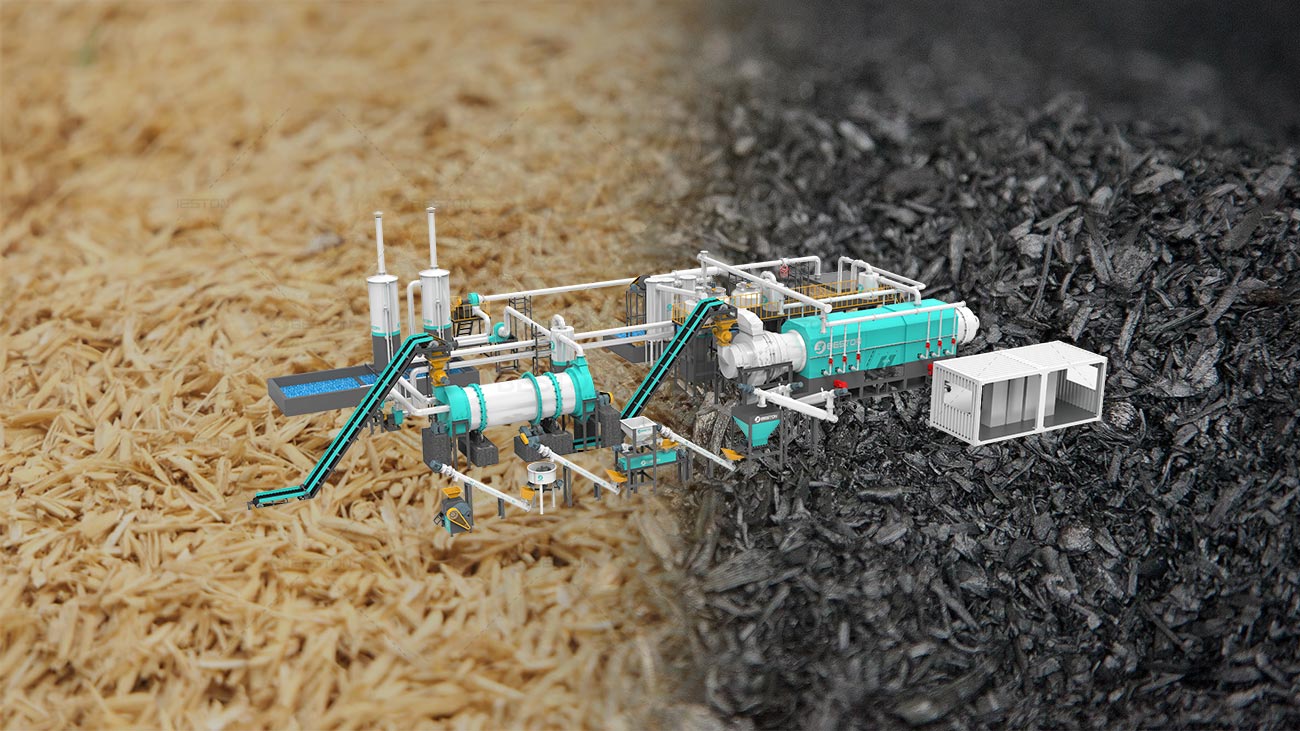
The carbon reduction potential of Beston pyrolysis technology is not limited to plastic waste alone. Other organic materials, such as biomass, tires, and rubber, can also be processed using pyrolysis to create alternative fuels. This versatility further enhances the environmental impact of pyrolysis, contributing to a broader strategy of reducing carbon emissions across various sectors.
Moreover, the carbon black produced from plastic pyrolysis has applications in industries such as rubber manufacturing, where it can replace traditional carbon black sourced from fossil fuels. This contributes to a reduction in the overall carbon footprint of production processes, providing an additional layer of sustainability.
Conclusion
Pyrolysis technology offers a promising solution for reducing carbon emissions by converting waste materials into useful products, such as fuel and chemicals. Through innovations like the plastic pyrolysis machine and the plastic to fuel plant, industries can minimize the environmental impact of plastic waste and contribute to a more sustainable energy future. As global demand for environmentally friendly solutions continues to grow, pyrolysis will play a vital role in the ongoing effort to combat climate change and reduce carbon emissions.