Plastic waste has become one of the most pressing environmental challenges of the 21st century. From landfills to oceans, discarded plastics accumulate faster than traditional recycling systems can process them. As industries and governments search for scalable and economically viable solutions, thermal conversion technologies have emerged as a powerful alternative. Among them, catalytic pyrolysis stands out as a transformative innovation that enhances efficiency, improves product quality, and reduces downstream processing requirements.
By integrating advanced catalyst materials directly into the reaction system, this technology refines the molecular transformation of plastic waste into valuable fuels and chemicals. It is often described as adding an “accelerator” to conventional thermal cracking—making reactions faster, more selective, and more profitable.
Understanding the Fundamentals of Thermal Conversion
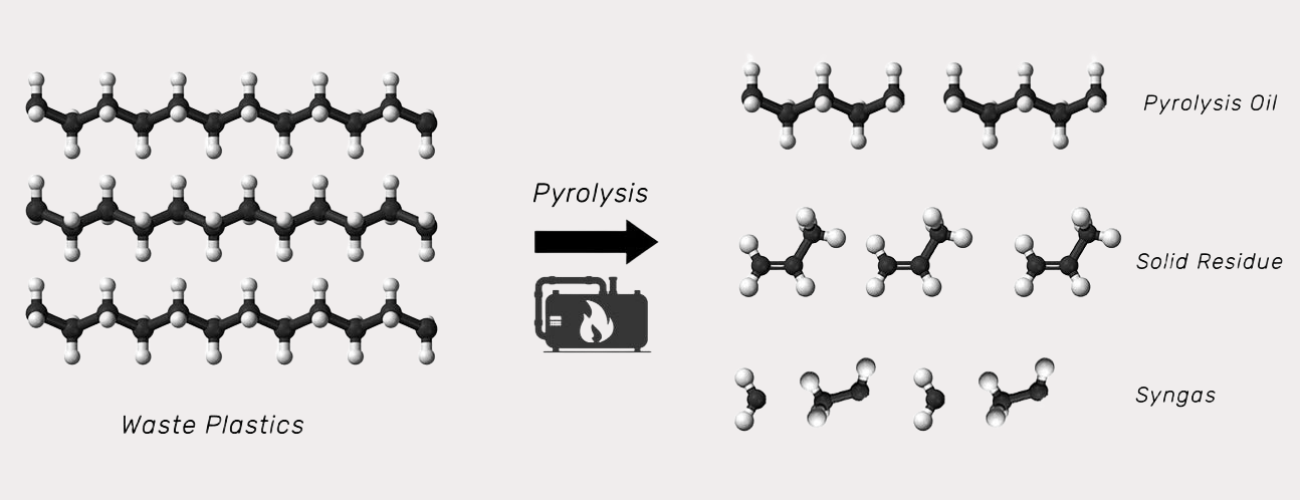
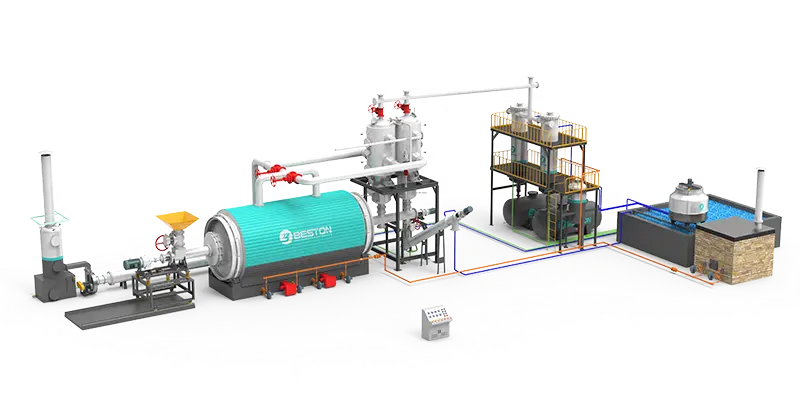
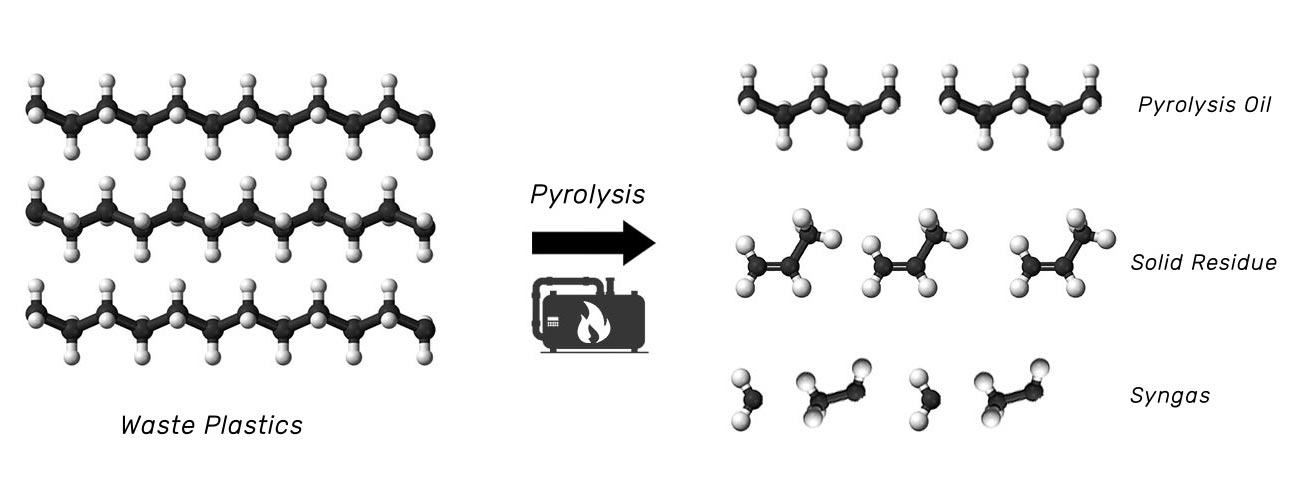
Traditional plastic pyrolysis involves heating waste plastics in an oxygen-free environment. Under high temperatures, long polymer chains break down into smaller hydrocarbon molecules, producing pyrolysis oil, combustible gas, and solid residue. The core plastic pyrolysis process typically operates between 300°C and 600°C, depending on feedstock composition and system design.
However, conventional thermal cracking has a major limitation: the quality of the produced oil can be inconsistent. The molecular distribution varies widely, containing unstable compounds and high oxygen content. As a result, additional refining steps are often necessary before the oil can be used as fuel or feedstock for petrochemical industries. This adds cost, complexity, and energy consumption.
To overcome these drawbacks, engineers introduced catalysts into the reaction chamber—thus giving rise to catalytic pyrolysis.
The Science Behind Catalytic Enhancement
Catalytic pyrolysis modifies the reaction pathway by introducing specialized materials such as molecular sieve catalysts, most notably ZSM-5. These catalysts act like highly precise molecular “scissors.” Instead of allowing random bond cleavage, they guide the cracking reaction in a controlled and selective manner.
Inside the reactor, the catalyst promotes several beneficial effects:
- Selective removal of oxygen atoms from molecular chains
- Promotion of aromatics formation (high-value chemical compounds)
- Reduction of heavy, unstable fractions
- Lower reaction temperature requirements
ZSM-5, due to its unique pore structure and acidity, encourages the formation of light hydrocarbons and aromatic compounds. These products are more stable, energy-dense, and suitable for direct industrial applications. Compared to traditional systems, catalytic setups integrated into a plastic pyrolysis machine can significantly improve product consistency and yield quality.

Improving Fuel Quality at the Source
One of the biggest advantages of catalytic pyrolysis is that it upgrades the oil during the reaction itself. Instead of producing low-grade pyrolysis oil that requires complex secondary refining, the catalyst ensures that the output already meets higher standards.
This in-situ upgrading approach delivers several measurable benefits:
- Higher calorific value
- Reduced sulfur and oxygen content
- Improved storage stability
- More uniform hydrocarbon distribution
For operators using a plastic to oil machine, catalytic integration can reduce the need for additional hydrotreating or distillation infrastructure. The simplified downstream process not only cuts operational costs but also lowers capital investment requirements.
Economic and Environmental Advantages
Beyond technical improvements, catalytic pyrolysis offers compelling economic and environmental benefits. By producing higher-value fuels and chemicals directly, operators can achieve better profit margins. Aromatics generated during catalytic reactions are particularly valuable in petrochemical manufacturing, where demand remains strong.
From an environmental standpoint, catalytic systems often operate at slightly lower temperatures compared to purely thermal methods. This translates into energy savings and reduced carbon emissions. Additionally, improved reaction selectivity decreases unwanted by-products and minimizes waste residue.
Companies like Beston Group are investing heavily in optimizing reactor design and catalyst integration to ensure stable performance across different types of plastic feedstock. Engineering innovations focus on uniform heat distribution, continuous operation models, and efficient catalyst regeneration cycles.
Reactor Design and Catalyst Integration
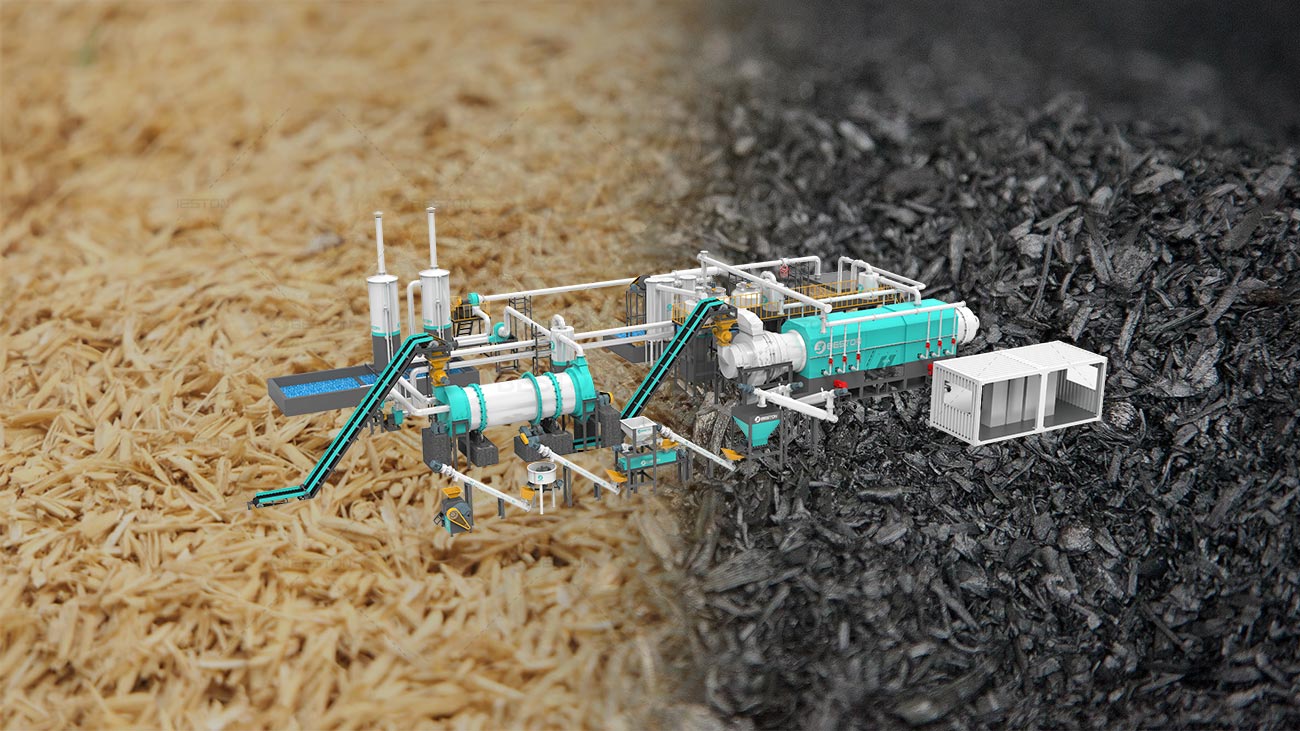
The effectiveness of catalytic pyrolysis does not rely solely on the catalyst material itself. Reactor configuration plays an equally important role. Fixed-bed reactors, fluidized-bed systems, and rotary kiln designs each offer different advantages depending on operational scale and feedstock variability.
Key design considerations include:
- Efficient mixing between plastic vapor and catalyst particles
- Controlled residence time for optimal molecular conversion
- Easy catalyst recovery and regeneration
- Prevention of catalyst deactivation due to coking
Catalyst regeneration is especially critical for maintaining long-term efficiency. Over time, carbon deposits may accumulate on catalyst surfaces, reducing activity. Modern systems incorporate regeneration chambers where controlled oxidation removes coke deposits, restoring catalytic performance and extending service life.

Applications Beyond Fuel Production
While fuel generation remains the primary commercial application, catalytic pyrolysis also opens new possibilities in chemical manufacturing. Aromatic hydrocarbons such as benzene, toluene, and xylene (BTX) are essential building blocks in numerous industries. Catalytic selectivity enables operators to tailor product distribution according to market demand.
Moreover, research continues to explore hybrid systems combining catalytic pyrolysis with hydrogenation, steam reforming, or chemical looping processes. These integrations aim to further enhance product purity and diversify output streams.
The Future of Accelerated Plastic Conversion
As global pressure to reduce plastic pollution intensifies, technological innovation will play a decisive role. Catalytic pyrolysis represents a crucial step forward by solving one of the major weaknesses of conventional thermal conversion: inconsistent oil quality. By acting as a molecular-level accelerator and selector, catalysts ensure that plastic waste can be transformed into higher-value resources with fewer intermediate steps.
In the coming decade, improvements in catalyst formulation, reactor engineering, and automation are expected to make catalytic systems more accessible and scalable. With continuous advancements, this technology is poised to become a cornerstone of the circular economy—turning waste plastics into reliable fuels and chemical feedstocks while minimizing environmental impact.